
A method to guarantee the finish of the larger end face of the numerical control interior hole
A method to guarantee the finish of the larger end face of the numerical control interior hole
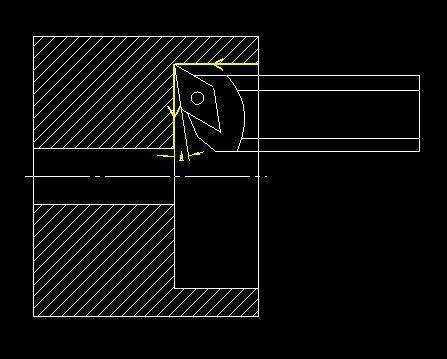
For the finishing machining of the end face of the internal hole contour of the part, if the surface quality is not high, it can enter the cutter directly from the outside of the end face of the part, and then go the cutter inward to process the hole wall, and then go the cutter toward the axial direction to process the end face of the hole, as shown in the figure below. However, the diamond cutter, which is usually used for machining the inner hole, has a main deflection greater than 90 degrees when machining the cylinder surface of the inner hole.
How to solve this problem? In addition to adjusting the machining parameters, the direction of the cutter can also be optimized. The following plan is: change the cutter of the machining end face to the one from inside and out. When programming, the circular direction of the hole is still from the end to the hole, as above, but when processing the inner face part of the hole, the opposite direction is changed -- that is, from the small diameter to the large diameter.
It has been proved by practice that the method above can effectively change the surface quality of the large end face of the inner bore, and this method can be considered when there are high requirements on the surface in the drawing.